Материал изготовления гальванических ванн
При изготовлении гальванических ванн «ТОПОЛ-ЭКО»® применяются такие материалы, как:
- листовой экструдированный полипропилен (РР) с пределом прочности на растяжение 32 Н/мм2, модулем упругости 1300 Н/мм2 и максимальной рабочей температурой 80ºС;
- листовой экструдированный поливинилхлорид (PVC) с пределом прочности на растяжение 58 Н/мм2, модулем упругости 3000 Н/мм2 и максимальной рабочей температурой 60ºС;
- листовой экструдированный поливинилиденфторид (PVDF) с пределом прочности на растяжение 55 Н/мм2, модулем упругости 1950 Н/мм2 и максимальной
рабочей температурой 140ºС.
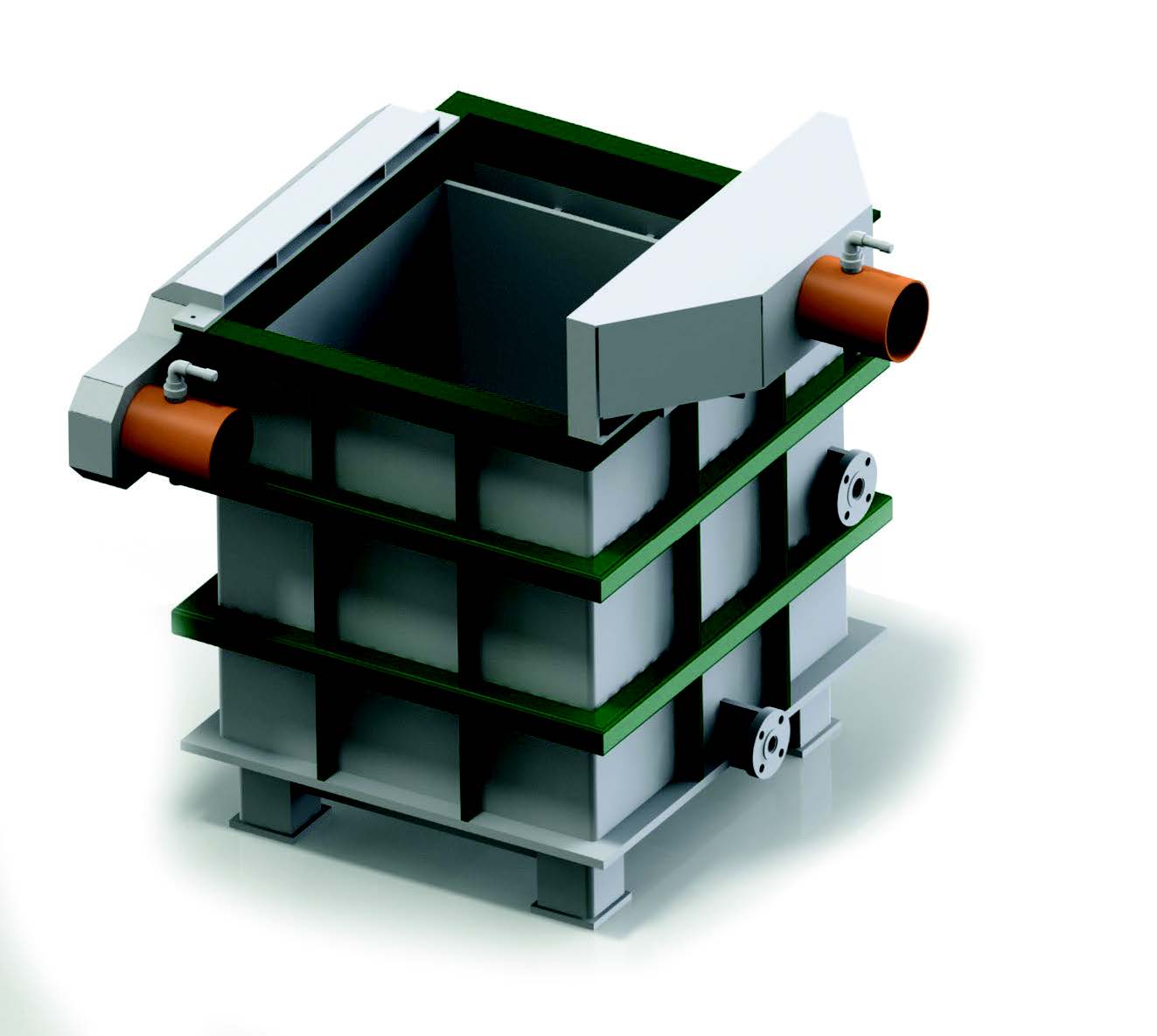
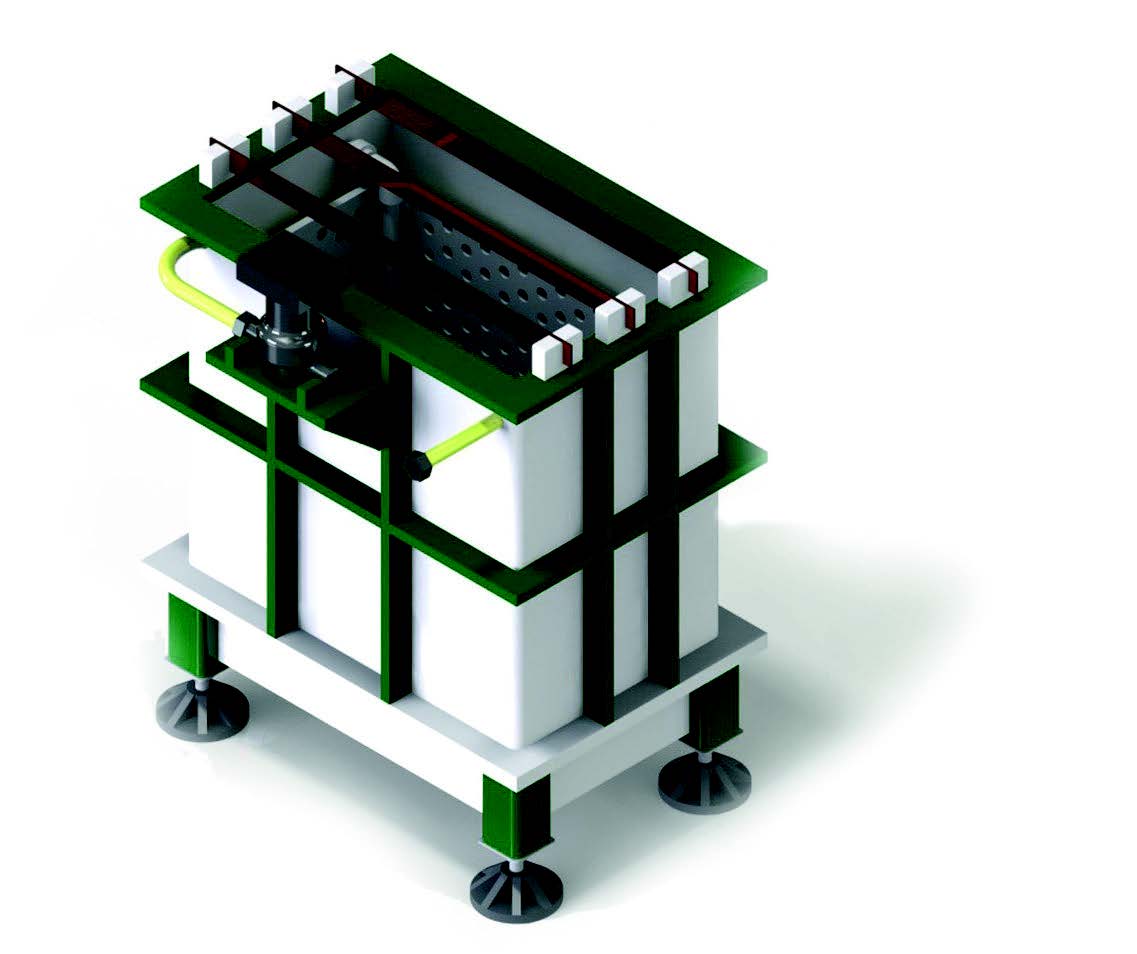
В конструкции ванн предусмотрены вертикальные ребражесткости, вне зависимости от габаритов ванн, и коррозионностойкие рамы-усилители (бандажи), в том числе металлопластиковые бандажные пояса, обеспечивающие прочность корпуса и длительный срок эксплуатации оборудования.
При эксплуатации гальванических ванн в условиях значительного нагрева, применяются особые виды нержавеющих сталей, титана. Материалы, из которых изготавливаются ванны, имеют соответствующие сертификаты.
Материалы футеровки ванн
В зависимости от агрессивности применяемыхэлектролитов, технологических растворов и температурных режимов, корпуса ванн изолируют, футеруют, вкладышами
из более инертных материалов. Для футеровки ванн, в основном, используют ПВДФ или ПВХ.
Конструктивные особенности гальванических ванн
Изготавливаемые «ТОПОЛ-ЭКО»® гальванические ванны могут быть как стандартных размеров всоответствии с ТУ, так и размером и формой в соответствии с проектной документацией Заказчика.
Всё оборудование проектируется и выпускается в соответствии с требованиями норм промышленной безопасности согласно Федерального закона от 21.07.1997 N 116-ФЗ “О промышленной безопасности опасных производственных объектов”. Расчеты прочности конструкций ванн и металлоизделий производится в системе автоматизированного проектирования. Ванны и другие ёмкости «ТОПОЛ-ЭКО»® изготавливаются с минимальным количеством сварных швов, с применением технологии гибки пластмассовых листов и стыковой сварки.
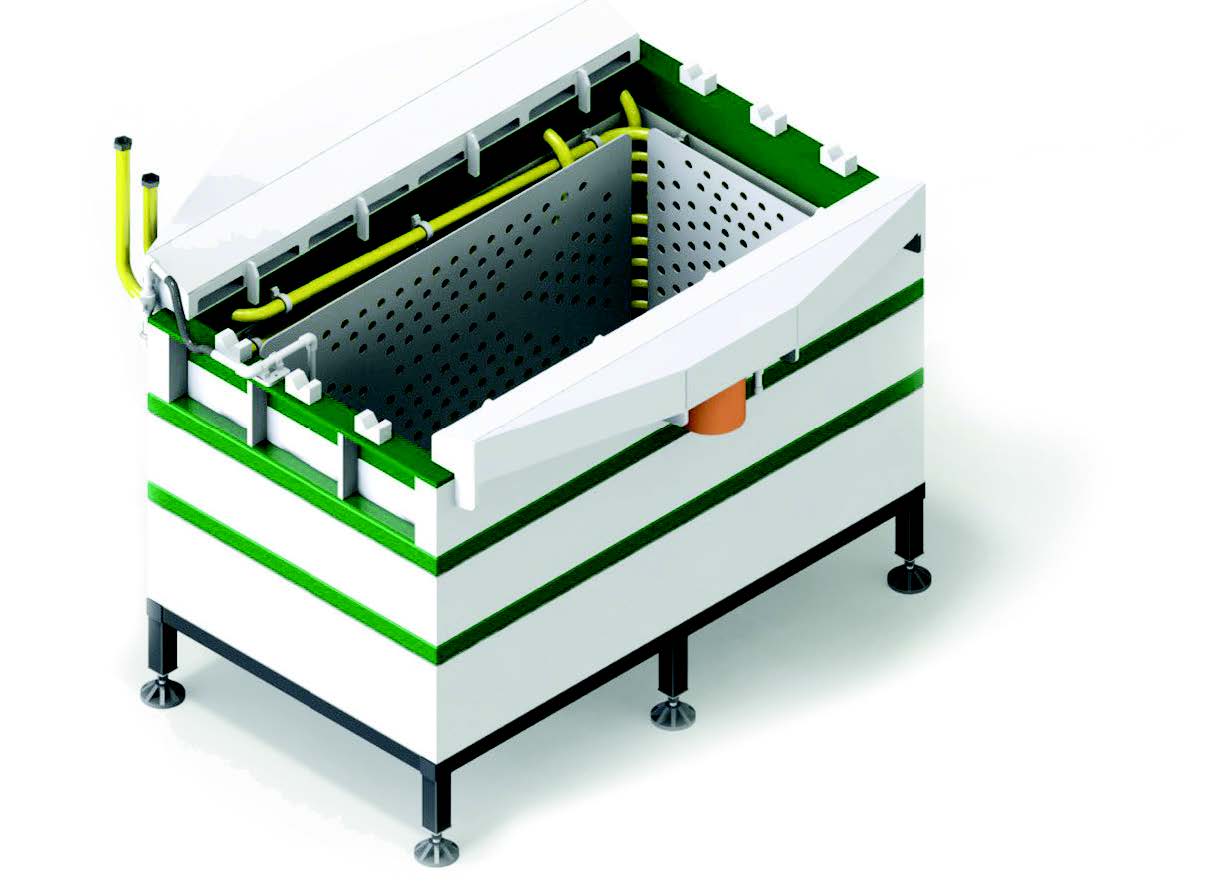
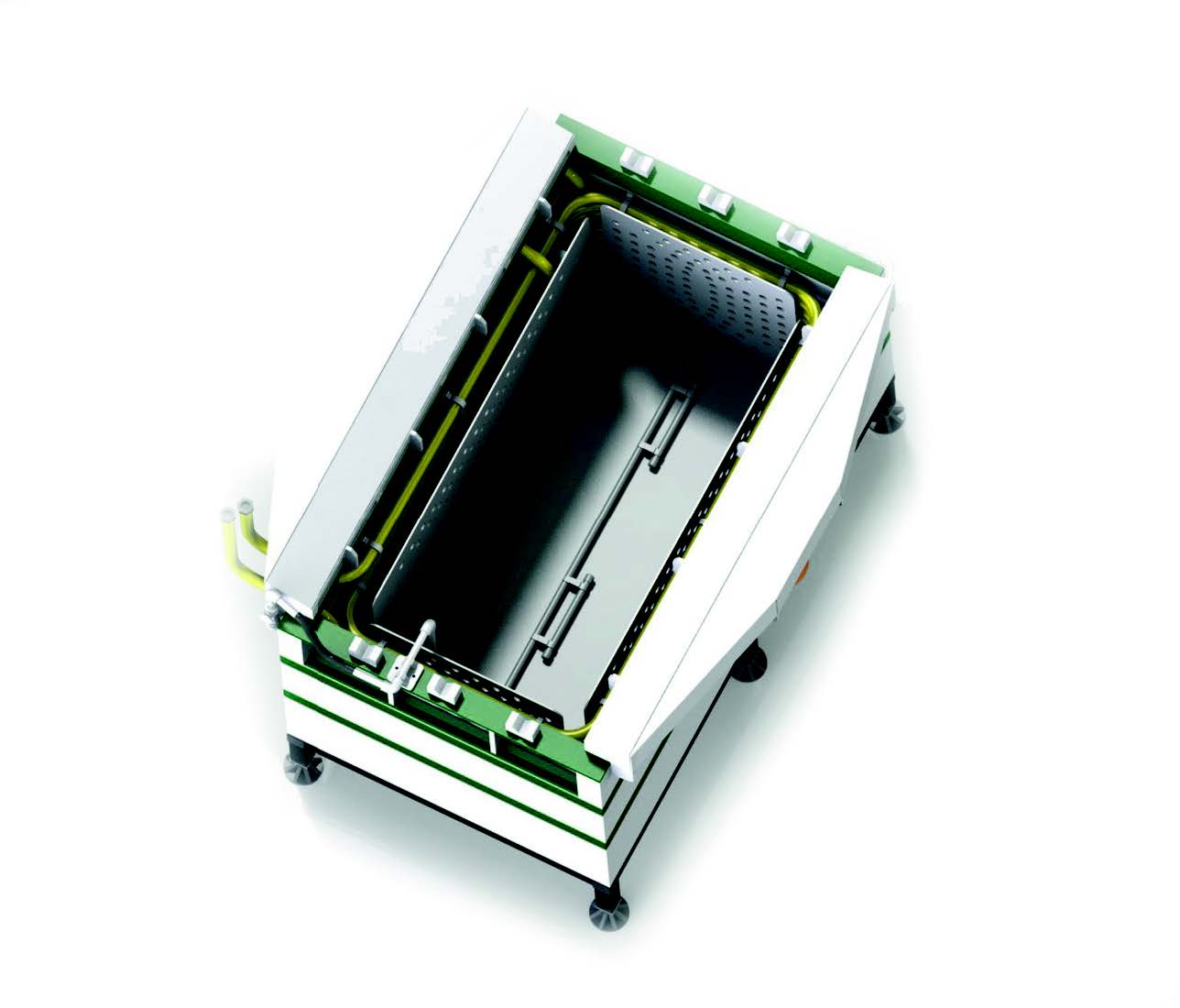
Различие в конструкции и комплектации гальваническогооборудования определяется, прежде всего, особенностями технологических процессов, требующих подогрева или охлаждения электролита, перемешивания, качания штанг, непрерывной фильтрации, наложения различных физических
факторов (ультразвука, магнитного поля, протока электролита и т.п.). Кроме того, для электрохимических ванн обеспечивается подвод электрического тока требуемой полярности и силы, с наибольшей равномерностью распределения тока по поверхности деталей и с меньшими потерями электрического
напряжения.
Корпуса ванн, предназначенных для холодной и горячейпромывки, химического и электрохимического обезжиривания, либо травления алюминия, изготавливаются с переливными карманами, которые служат для слива верхнего, сильно загрязнённого слоя жидкости.
Дно корпуса оборудуется уклоном 1:100 или 1:50 в сторонупатрубка донного слива. Стенки ванн, в которых рабочая температура растворов превышает 60°С, для уменьшения потерь тепла, изолируются с помощью минеральной ваты. По верхним краям ванны, по периметру, устанавливается
отбортовка, которая может служить для установки на них барботёров, нагревателей, бортовых отсосов, опор для штанг и т.п..



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}